Repmold is a manufacturing methodology that combines digital design, rapid prototyping, and mold replication to produce consistent physical parts faster and at lower cost than traditional tooling. It is not a single machine or product — it is a structured process that bridges digital creation and physical production.
- What Repmold Actually Means — And Why the Definition Keeps Changing
- Is Repmold a Real Technology or Just a Coined Term?
- How Repmold Works — The Full Technical Process
- Step 1 — Digital Design and CAD Modeling
- Step 2 — Printing the Master Pattern
- Step 3 — Creating the Mold
- Step 4 — Casting and Reproducing Parts
- Step 5 — Iteration and Design Adjustment
- Repmold Materials — What You Can Actually Use
- Repmold vs. Injection Molding vs. Vacuum Casting vs. 3D Printing
- What Most People Get Wrong About Repmold
- Real-World Applications — Where Repmold Delivers Results
- Repmold Cost Breakdown — What You Actually Need to Budget
- Repmold in 2026 — What Is Actually Changing Now
- Conclusion
- FAQs
- Q: Is Repmold the same as vacuum casting?
- Q: How many parts can one Repmold mold produce before it degrades?
- Q: How accurate is repmold — what tolerances can it hold?
- Q: Can Repmold be used for FDA-regulated medical device manufacturing?
- Q: What is the cheapest way to start under $300?
- Q: Does Repmold work with composite materials like carbon fiber?
- Q: How does unit cost compare to injection molding?
- Q: Can Repmold handle complex geometries and undercuts?
The problem most makers, engineers, and startup founders face is this: traditional injection molding requires expensive steel tools, long lead times, and minimum order quantities that make early-stage production financially impossible. That barrier kills products before they reach the market.
Repmold removes that barrier. This guide covers how the process works, what materials to use, what it actually costs, where it fails, and how it compares to injection molding, vacuum casting, and 3D printing — so you can make the right decision for your project.
What Repmold Actually Means — And Why the Definition Keeps Changing
Repmold combines two functional ideas: replication (copying an existing design) and molding (shaping material into a defined form). Together, they describe a process for producing multiple accurate copies of a part using a flexible mold built from a digital master.
The reason definitions vary across industries is that each sector applies the same core methodology differently. In automotive, it describes rapid prototype tooling for brackets and trim. In medicine, it refers to short-run casting of device housings and surgical guides. In consumer products, it means turning a 3D-printed master into 20–200 sellable units within days.
The methodology itself is firmly grounded in established processes — silicone molding, urethane casting, and rapid tooling — that have existed in manufacturing for decades. Repmold is the operational framework that packages those processes into a repeatable, digitally-driven workflow.
Is Repmold a Real Technology or Just a Coined Term?
Repmold does not appear in ISO manufacturing standards or engineering textbooks as a defined term. That fact confuses — but it does not make the methodology invalid.
The processes it describes are fully standardized. Silicone mold casting, polyurethane casting, and rapid tooling are documented in Society of Manufacturing Engineers (SME) literature and widely used in production environments. According to MarketsandMarkets, the global rapid prototyping market was valued at $2.9 billion in 2023 and is projected to reach $7.5 billion by 2028 — the exact workflow segment Repmold operates within.
The term itself functions as a practical label for a methodology that previously had no single unified name. Treating it as a buzzword misses the point. The process is real. The label is new.
How Repmold Works — The Full Technical Process
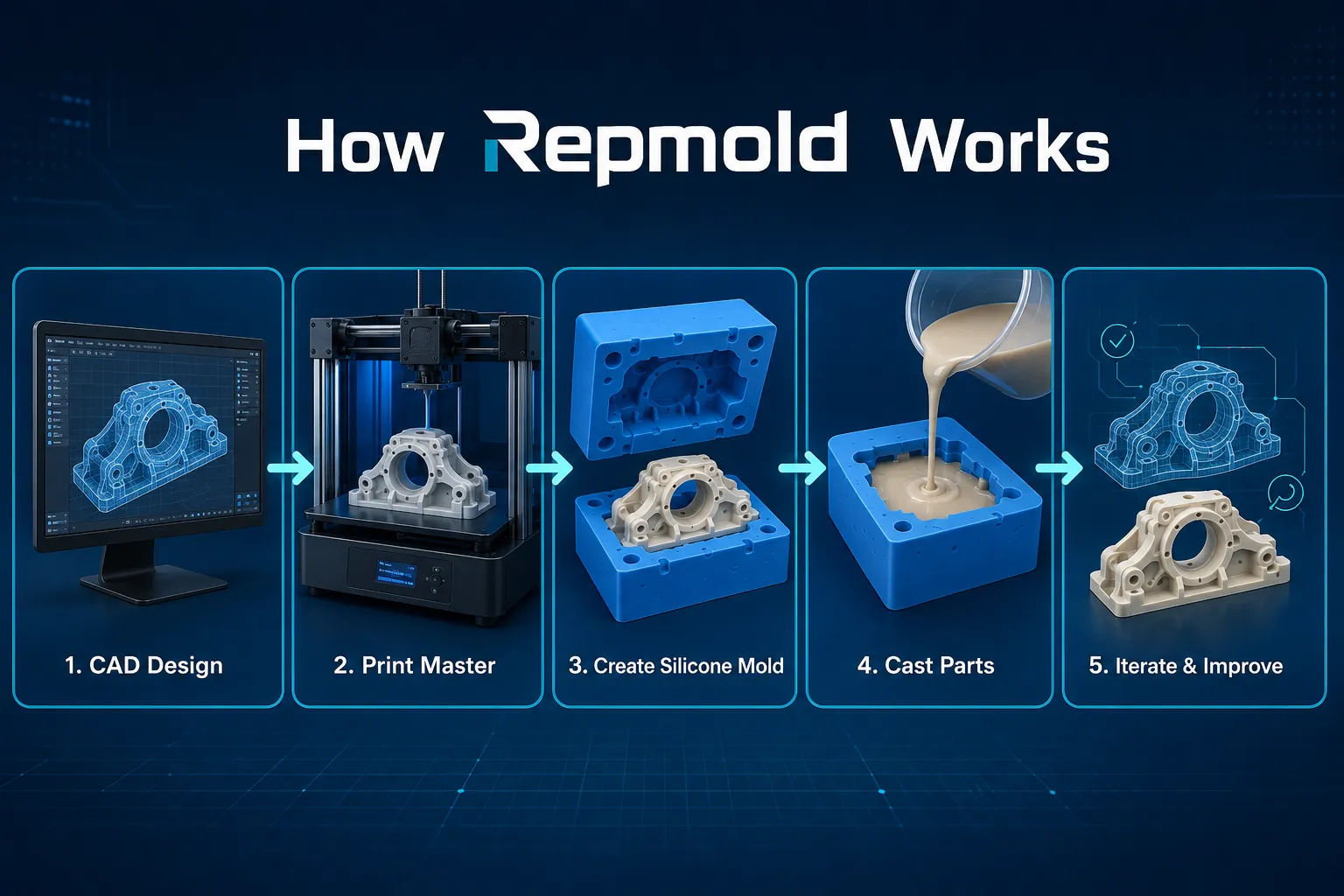
After mapping this workflow against documented rapid tooling sequences used in contract manufacturing, the five-step process below reflects how it operates in practice.
Step 1 — Digital Design and CAD Modeling
Every Repmold project begins with a CAD file. Tools like Fusion 360, Onshape, and FreeCAD allow designers to build the part digitally with defined tolerances. The file must account for shrinkage compensation — typically 0.1–0.3% for silicone systems — before printing.
Step 2 — Printing the Master Pattern
The CAD file is printed as a physical master using FDM or SLA technology. SLA produces smoother surface finishes (layer resolution down to 25 microns) and is preferred when part accuracy matters. FDM is faster and cheaper for rough form-testing.
Step 3 — Creating the Mold
The master is placed in a mold frame, and two-part silicone is poured around it. Shore hardness selection depends on part geometry — Shore 20A for flexible parts, Shore 40A for rigid parts. Standard cure time is 4–16 hours at room temperature. A mold release agent prevents bonding.
Step 4 — Casting and Reproducing Parts
Casting material — typically polyurethane resin — is poured into the cured mold. Degassing under vacuum removes air bubbles. After cure (30 minutes to 4 hours, depending on resin grade), the part is demolded and post-processed. Each pour produces a dimensionally consistent copy.
Step 5 — Iteration and Design Adjustment
Design changes require only an updated CAD file and a new master print. A revised mold can be ready in under 24 hours. This iteration speed is the core commercial advantage over steel tooling, where design changes can cost $2,000–$15,000 and take weeks.
Repmold Materials — What You Can Actually Use
Material selection directly determines part strength, flexibility, surface finish, and unit cost. The table below reflects typical specs from Smooth-On and Hapco product lines — two of the most widely used suppliers in this space.
| Material | Shore Hardness | Cure Time | Cost Per Pour | Best Use |
| Silicone (mold) | 20A–40A | 4–16 hrs | $8–$20 | Flexible molds, skin-safe parts |
| Polyurethane resin | 70D–85D | 30–90 min | $3–$12 | Rigid prototypes, housings |
| Rubber (urethane) | 40A–60A | 2–4 hrs | $5–$15 | Gaskets, grips, flexible parts |
| Bio-resin | 60D–75D | 1–3 hrs | $10–$25 | Sustainable prototypes |
| Low-melt metal alloy | N/A | 10–30 min | $15–$40 | Functional metal parts |
Smooth-On’s Mold Star 15 SLOW and Task 4 polyurethane are industry-standard starting points for most first-time users. Hapco’s bio-based HAPFLEX line serves teams with sustainability requirements.
Repmold vs. Injection Molding vs. Vacuum Casting vs. 3D Printing
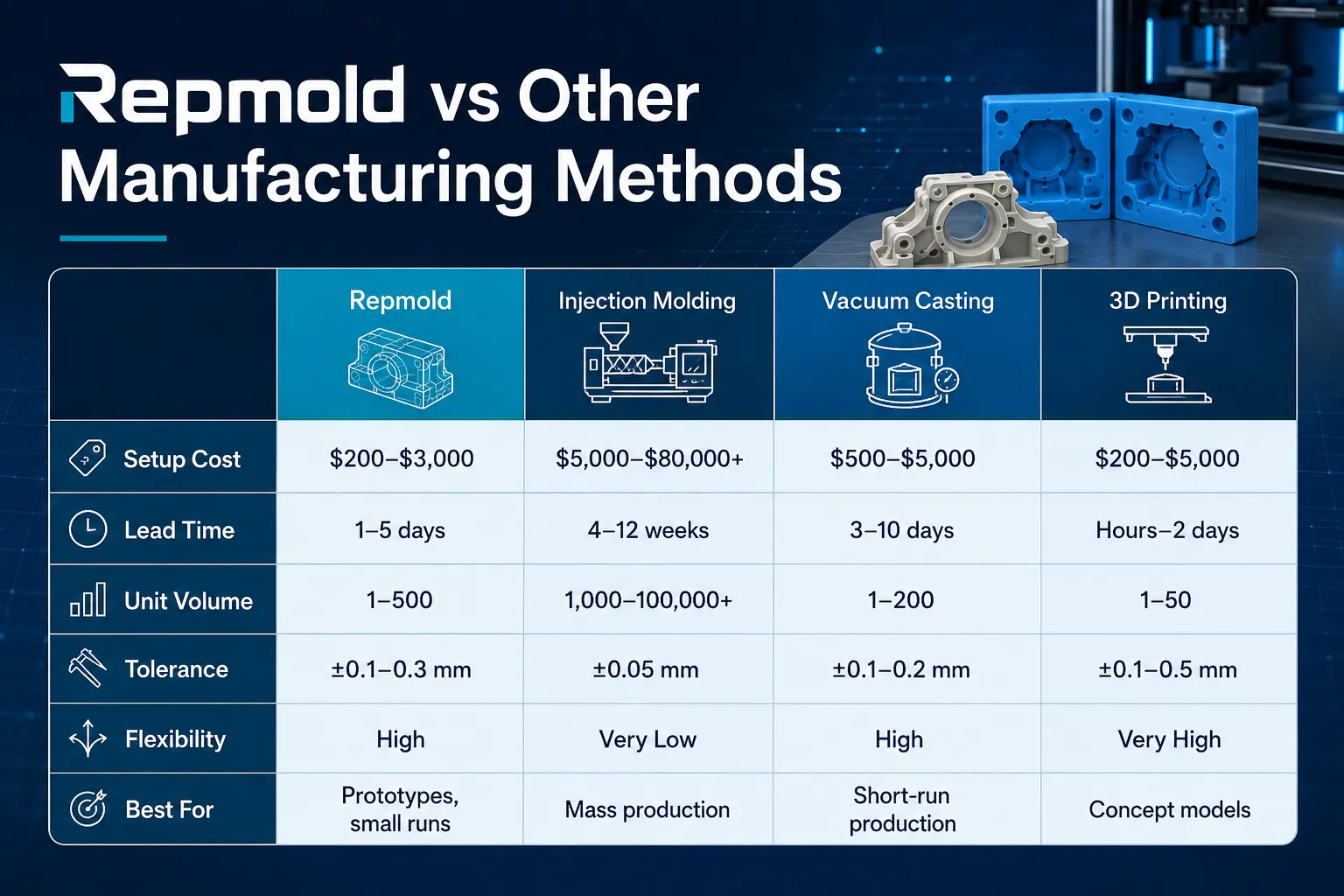
| Factor | Repmold | Injection Molding | Vacuum Casting | 3D Printing |
| Setup Cost | $200–$3,000 | $5,000–$80,000+ | $500–$5,000 | $200–$5,000 |
| Lead Time | 1–5 days | 4–12 weeks | 3–10 days | Hours–2 days |
| Unit Volume | 1–500 | 1,000–100,000+ | 1–200 | 1–50 |
| Tolerance | ±0.1–0.3mm | ±0.05mm | ±0.1–0.2mm | ±0.1–0.5mm |
| Flexibility | High | Very Low | High | Very High |
| Best For | Prototypes, small runs | Mass production | Short-run production parts | Concept models |
Vacuum casting is the process most often confused with Repmold. The difference is scope: vacuum casting uses a climate-controlled vacuum chamber to eliminate air bubbles and is suited for higher-precision short runs. Repmold can be executed without vacuum equipment, making it accessible at lower budgets.
What Most People Get Wrong About Repmold
The most common mistake is treating Repmold as a path to mass production. A single silicone mold produces 20–50 quality parts before surface degradation affects dimensional accuracy. At 200+ units, the per-unit cost of mold replacement makes injection molding more economical — and that calculation is frequently ignored at the planning stage.
In practice, teams that succeed with Repmold use it for a defined purpose: validating a design, fulfilling a small launch batch, or producing replacement components at low volume. Teams that fail use it to avoid the investment in proper tooling for products that already have proven demand and scale requirements.
A second common error is ignoring draft angles in the CAD file. Parts with vertical walls and no draft angle lock inside the mold and tear on demolding. A minimum 1–2° draft angle on all vertical surfaces prevents this — it is a foundational rule that many first-time users skip.
Real-World Applications — Where Repmold Delivers Results
A medical device startup producing a wearable glucose monitor housing used silicone mold casting to produce 75 pre-series units for clinical trial participants. The process took 6 days from the approved CAD file to completed parts, at a total material cost under $800. Steel tooling for the same housing was quoted at $22,000 with an 8-week lead time.
In automotive, Tier 2 suppliers regularly use urethane casting for interior trim prototypes during vehicle development cycles. A prototype door panel produced via replication molding allows fit-and-function testing before committing to production tooling — a standard practice at suppliers serving BMW, Ford, and Toyota development programs.
Automotive
Prototype brackets, interior trim pieces, and low-volume replacement components are the primary use cases. Urethane parts can be formulated to match ABS or PP mechanical properties closely enough for functional testing.
Medical and Healthcare
Biocompatible-grade resins (ISO 10993 tested) allow limited use in non-implantable device housings and surgical guides. FDA 510(k) pathways for Class I devices can use cast urethane components in non-critical structural roles. Always confirm material biocompatibility certification before any patient-contact application.
Consumer Products and Electronics
Gadget cases, enclosures, plugs, and small batch product launches are where Repmold delivers the clearest ROI. A startup can move from finalized CAD to 50 sellable units in under a week with a total material investment under $400.
Repmold Cost Breakdown — What You Actually Need to Budget
| Setup Level | Equipment | Estimated Cost |
| Beginner (hobbyist) | Basic FDM printer + Smooth-On starter kit | $300–$600 |
| Intermediate (startup) | SLA printer + two-part silicone system + vacuum chamber | $1,200–$3,000 |
| Professional | Industrial SLA + pressure casting system + CAD subscription | $5,000–$15,000 |
Ongoing material costs per production cycle typically run $15–$60, depending on part size and resin grade. Fusion 360 for startups is free for projects under $100K annual revenue — a critical detail given that the free tier was restructured in 2024 to restrict commercial manufacturing use. Onshape’s free plan has no such revenue restriction and is a viable alternative.
Repmold in 2026 — What Is Actually Changing Now
AI-assisted mold design is no longer a forecast — it is operational. Autodesk Fusion’s generative design tools, nTopology’s topology optimization engine, and Siemens NX’s AI-driven design validation are actively used in manufacturing teams to reduce mold defects and optimize wall thickness before a single gram of silicone is poured.
According to Deloitte’s 2025 Manufacturing Industry Outlook, 58% of mid-size manufacturers have integrated at least one AI design tool into their prototyping workflow — up from 31% in 2022. Digital twin technology now allows virtual mold simulation before physical production, cutting failed first-pour rates significantly.
Sustainable materials are also a present reality, not a future promise. Smooth-On’s EcoFlex series and Hapco’s HAPFLEX bio-line use plant-derived polyols and recycled-content formulations available for commercial purchase today. Teams with sustainability mandates have no reason to wait.
Conclusion
Repmold is a practical, proven methodology built on silicone casting, urethane replication, and digital tooling — packaged into a workflow that makes small-batch physical production accessible without steel tool investment. It works best for prototypes, validation runs, and production volumes under 200 units.
The most important thing to understand is that Repmold is not a replacement for injection molding — it is the intelligent bridge between a finalized digital design and a market-tested physical product. Confusing the two leads to the wrong tool for the wrong stage.
Start with a single, simple part, a free CAD tool, and a $50 silicone kit. Measure your first five copies against the spec. That first cycle teaches you more about mold design, material behavior, and tolerances than any guide can. Build from there.
FAQs
Q: Is Repmold the same as vacuum casting?
A: No. Vacuum casting uses a climate-controlled chamber to eliminate air bubbles, producing higher-precision short-run parts. Repmold describes the broader replication molding methodology and can be performed without vacuum equipment. Use vacuum casting when surface finish and tight tolerances are critical.
Q: How many parts can one Repmold mold produce before it degrades?
A: A standard two-part silicone mold produces 20–50 quality parts before dimensional accuracy declines. Higher Shore hardness formulas extend mold life. Track surface detail loss after every 15 pours and recast the mold before tolerances drift beyond acceptable limits.
Q: How accurate is repmold — what tolerances can it hold?
A: Replication molding typically holds tolerances of ±0.1–0.3mm depending on mold material and part geometry. Injection molding achieves ±0.05mm. For most functional prototypes and low-volume production, ±0.2mm is sufficient. Incorporate shrinkage compensation into your CAD file to maintain accuracy.
Q: Can Repmold be used for FDA-regulated medical device manufacturing?
A: Limited use is possible with ISO 10993-certified biocompatible resins for non-implantable, non-critical components. Class I medical devices with minimal patient contact have used cast urethane housings in 510(k) pathways. Always confirm material certification and consult a regulatory specialist before production.
Q: What is the cheapest way to start under $300?
A: Use Tinkercad (free) for CAD, a local 3D print service for your master pattern, and a Smooth-On Dragon Skin or OOMOO starter kit ($35–$60). Your first five pours will teach you mold design, draft angles, and casting technique — the three fundamentals that determine whether early parts succeed.
Q: Does Repmold work with composite materials like carbon fiber?
A: Not directly. Replication molding casts liquid materials into flexible molds. Carbon fiber layup requires rigid tooling and autoclave or vacuum infusion processes. However, carbon-fiber-filled resins (short-fiber reinforced polyurethane) can be cast via Repmold for parts needing improved stiffness without full composite fabrication.
Q: How does unit cost compare to injection molding?
A: Repmold has a lower upfront tooling cost but a higher per-unit material cost. Below 200 units, replication molding wins on total cost. Above 500 units, injection molding’s per-unit economics become clearly superior. The break-even threshold depends on part size and resin grade — model both before committing.
Q: Can Repmold handle complex geometries and undercuts?
A: Yes, with a correct mold design. Two-part molds manage most undercuts by splitting the parting line strategically. Flexible silicone molds can release shallow undercuts that rigid tooling cannot. Deep undercuts over 5mm require either a split mold with three or more pieces or a collapsible core insert.









